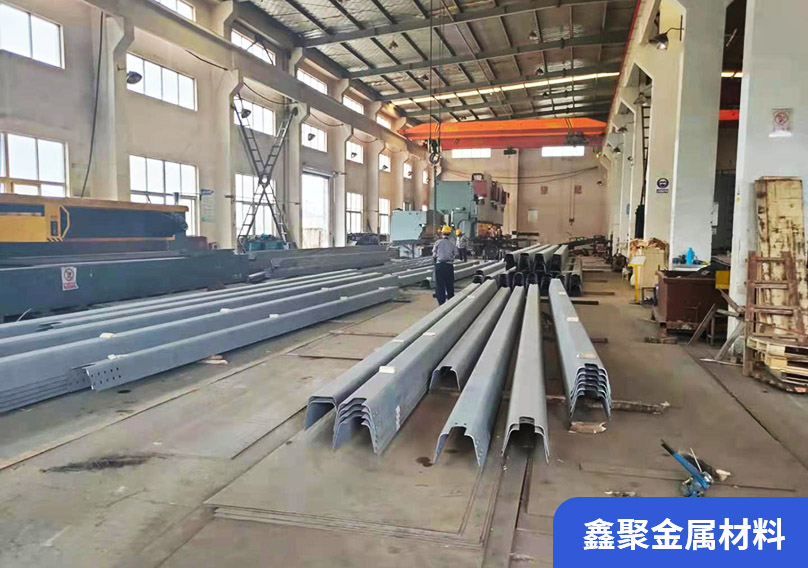

對金屬材料進行大型折彎加工、壓鉚、焊接等一系列處理的工藝被稱為鈑金加工。下面針對鈑金加工中鈑金折彎加工所遇到的問題和解決辦法。
一、彎曲角有裂縫
原因:
1、彎曲內半徑太小
2、材料紋向與彎曲線平行
3、毛坯的毛刺一面向外
4、金屬可塑性差

解決辦法:
1、加大凸模彎曲半徑
2、改變落料排樣
3、毛刺改在制件內圓角
4、退火或采用軟性材料
二、折彎尺寸不穩定且邊不平直
原因:
1、設計過程中沒有安排壓線或預彎曲。
2、材料壓料力不夠
3、凹凸模圓角磨損不對稱或彎曲力不均勻。
4、高度尺寸太小
解決辦法:
1、設計壓線或預折彎工藝
2、增加壓料力
3、凸凹模間隙均勻、圓角拋光
4、高度尺寸不能小于小極限尺寸
三、彎曲后寬度方向變形,被彎曲部位在寬度方向出現弓形撓度
原因:由于零件寬度方向的拉伸和收縮不一致,產生扭曲和撓曲。
解決辦法:
1、增加彎曲壓力
2、增加校正工序
3、保證材料紋向與彎曲方向有一定角度
四、帶切口的制件向下撓曲
原因:切口使兩直邊向左右張開,制件底部出現撓度
解決辦法:
1、改進制件結構
2、增加加工留置,使切口與之連接,彎曲后再將加工留置剪去。
如果您遇到這些問題,可以來看一下,大型折彎加工廠家鑫聚希望這篇文章對您有幫助。