
卷圓加工大家都知道是什么意思,但是卷圓加工工藝有些人并不熟悉,今天小編就來給大家來詳細的普及一下關于卷圓加工方面的相關知識:開始對卷圓加工卷制之前需要先開動機器進行空載運轉檢查,各轉動部分運轉聲音正常,潤滑良
好,電器開關動作靈敏,運轉正常后方可進行筒體卷制。卷制不銹鋼筒體時設備及周圍保持清潔。輥軸應經清理及表面修整,并用不含鐵離子的膠布或者膠紙粘貼復裹。?
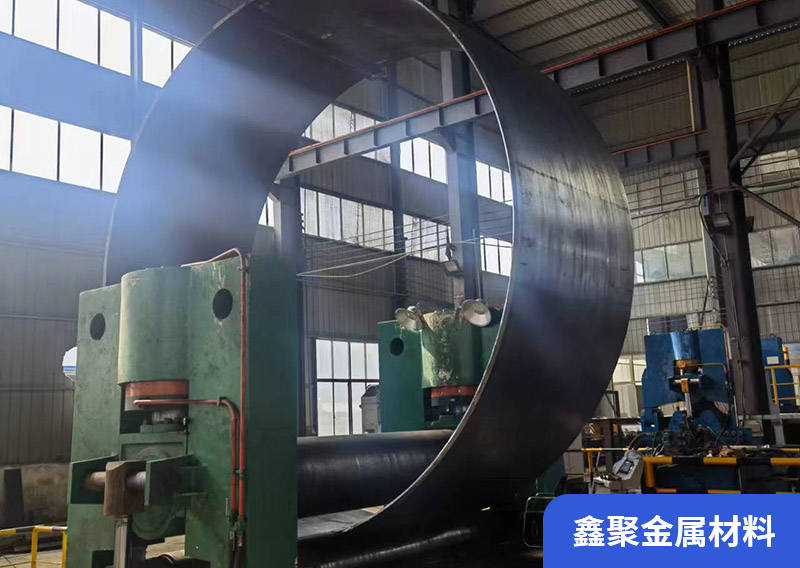
下面卷圓加工廠家就來帶大家一起了解下利用三輥和四輥卷板機進行冷卷卷圓加工工藝:
1.在三輥卷制時,鋼板兩端應預彎,應采用通用的預彎模具在壓力機上預彎, 預彎長度應大于三輥卷板機兩個下棍中心距尺寸的二分之一。在預彎長度內,預彎圓弧與檢查樣板間隙h≤1mm,檢查樣板曲率半徑的公稱尺寸,宜比圖樣名義尺寸小0.5-1mm。?
2.在四輥卷板機上預彎卷制時,鋼板兩端預彎可在本卷板機上進行。將鋼板平放在卷板機的上下輥之間,鋼板的端面應與軸輥平行,端面應超過上下軸輥垂直中心線距離。將側軸輥提升傾斜向上移動,讓鋼板端部一面彎曲,一面向前移動一段距離,使板端得到預彎,同理使鋼板的另一端得到預彎。預彎長度應視卷板機的結構尺寸確定,預彎圓弧的質量同1中的要求。?
3.預彎時鋼板預彎段應隨時用樣板檢查預彎曲率半徑,局部凸起或凹陷的地 方,可用鋼板條作為襯墊來校正。用卷板機預彎時,應根據材料的塑性、厚度和曲率的大小分數次完成。? 
4.對于有預彎直段余量的鋼板兩端預彎后應將余量切除,對接口(坡口)端及 兩側不小于20mm范圍內必須清除油垢、鐵銹及氧化皮。?
5.被卷制鋼板應放在軸輥長度方向的中間位置,應對鋼板的位置進行校正,鋼 板對接口邊緣須與軸輥中心線平行。?
6.卷制時應使鋼板逐漸彎曲,卷制成形。? ????
6.1?用三輥卷板機卷制時,應逐次調整上輥下移,使鋼板彎曲制成筒體。 上輥每下移一次需開動卷板機,使工件在卷板機上往返卷一、二次。?
6.2?用四輥卷板機卷制時應多次逐級調整兩側軸輥傾斜向上移動使鋼板多次往 返卷曲,直至板端接觸并對齊。?
7.在每次調整三輥卷板機上輥下移或四輥卷板機兩側軸輥傾斜上移后,卷彎時 都要采用樣板檢查曲率半徑的大小,預防彎曲過量,直至筒節彎曲半徑完全吻合為止。?
8.在卷制過程中,應使鋼板兩側與軸輥中心線垂直,經常進行檢查預防跑偏, 造成端面錯邊。?
9.在卷制中應調整卷板機的軸輥互相保持平行,以避免卷制的筒體出現錐形。?
10.筒體經過大型卷圓加工卷制成形后,用專用工裝夾具將縱縫對接平直、兩端面對齊,間隙符合 圖樣和工藝文件的要求,縱縫對接偏差符合表1規定,定位焊應按產品相應的焊接工藝,焊接材料和《手工電弧焊通用工藝守則》進行。
新聞中心
三輥、四輥卷板機進行冷卷卷圓加工工藝
發布時間: 瀏覽:0次
上一篇:
沒有了
下一篇:
大型折彎加工件常見的缺陷及工藝措施
相關產品/ products Show

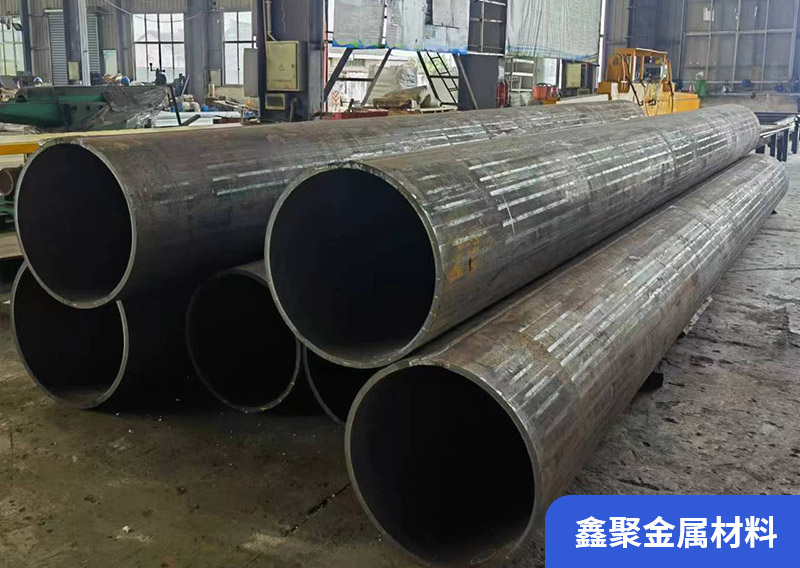
大型卷圓加工

大型卷圓加工
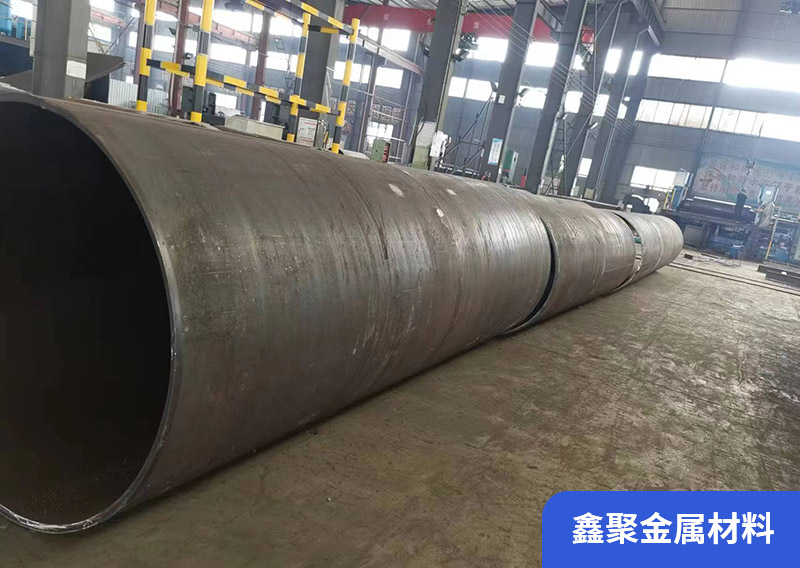
大型卷圓加工

大型卷圓加工
大型卷圓加工
卷圓加工
相關新聞/ Related news
最新新聞
News Center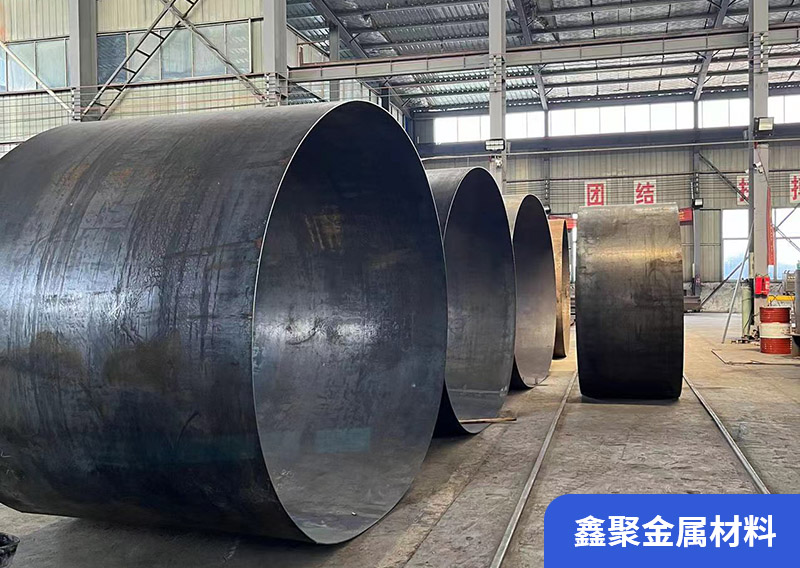


聯系我們:
151-9088-7468聯系人:陳經理 15190887468
聯系人:張經理 15051774219
郵箱:26739258@qq.com
地址:南通市通州區金沙街道新三園村55組
